放热焊接及循环试验原理及试验分析
1外观及剖面检验
外观要求:焊接后的接头外观要求饱满、有光泽,不能出现缺肉及夹渣现象(冒口处除外),如在冒口处出现较大缺陷,缺陷应不超过冒口与接头柱体的交界面。剖面要求:对于同一批次的接头,需在其中抽取部分试样进行剖面缺陷检验,沿接头径向剖切后,观察剖面是否有气孔及夹渣存在。
2安全性
由于放热焊焊接过程中反应速度快,反应温度高,故对于劳动保护应格外重视。在施焊过程,放热焊应反应均匀,反应时间适当,避免出现意外,如喷溅、爆燃等。
3熔点
采用DTA测试室温~1200℃放热峰,确定熔点。
4气孔率
接头径向剖开,采用SEM观察气孔率。
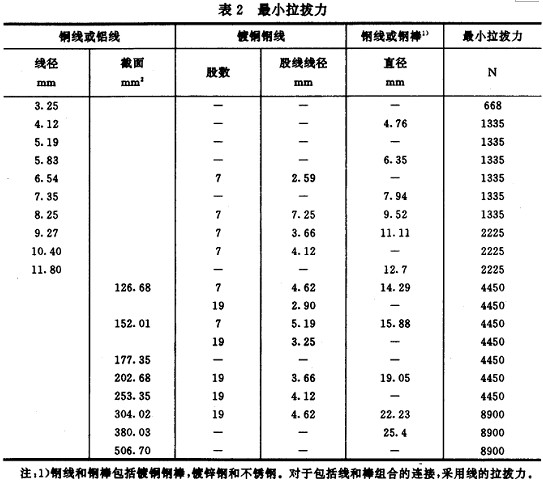
5拉伸性能
拉伸试验应按GB/T228规定的要求进行试验。夹具之间的试样长度宜为500mm。
原创文章如需要转载,请注明出处,本文首发于www.hbtyfl.com网站
注:本信息中所介绍的都是我天艺防雷器材公司的产品及其性能,并不是产品的技术说明书,如您有需求请联系我们
我公司作为电解离子接地极,离子接地极,离子接地棒,铜包钢接地线,铜包钢绞线,电解离子接地极,离子接地极,离子接地棒,铜包钢接地线,铜包钢绞线业生产商,可根据用户的需求和工况,提供从现场调查-图纸设计-产品生产-验收出厂-调试安装为一体的综合型高品质解决方案。欢迎广大客户来电咨询18233793666。
 版权所有
版权所有  冀公网安备13098102000298号冀ICP备19021195号-2
冀公网安备13098102000298号冀ICP备19021195号-2